 ������ҳ
������ҳ ���߶���
���߶��� ��ϵ����
��ϵ����

���ݽṹ�����ӹ����й��տ���
����ʱ�䣺2018-12-10 �����������
������Ϊ��¥�еĴ�ֱ��ͨ���乤�ߣ�֮�����ܱ��ֿ��١��ȶ��������У���Ҫ������֧�ŵĽṹ�����㹻�ĸն���ǿ�ȡ����ݵĽṹ����ྭ���ӽ�����ӣ������װ���ɡ�����������ʱ����ṹ��������������������˿͵������������亸�������ĺû�ֱ�ӹ�ϵ�˿͵�������ȫ����Ҫȷ���������������ӹ��չ��̵Ŀ�������Ϊ��Ҫ��
1 ���ݽṹ�����ӹ���Ҫ��
��˾���ڵ��ݽṹ���ĺ�����Ҫ����CO2 ���Զ������������ӷ�����Ҫ�б���ͻԵˮƽ���ӡ�����ͻԵ���ӡ��а�V��ͻԵˮƽ�������а�V ��ͻԵ�������֡�����Ҫ���շ������£�
1.1 ����ǰ��
������ԱӦ����������Ĺ����о���λ��������������þߣ����ݼ���Ҫ������IJ��ʡ�����ѡ���ʵ��ĺ��ӷ����ͺ����豸������ǰ��Ӧ�Ժ��Ӵ�ȥ�����ۡ����ᡢ����Ƥ�����⼰���������
1.2 ���Ӳ�����ѡ��
1.2.1 ��˿����˿����Ӧ�⻬ƽ������Ӧ��ë�̡����ۡ���ʴ������Ƥ�ȣ���ͭҪ�����ι̣���˿ֱ����ѡ����ĸ�ĺ�Ⱥͺ��ӵ����йأ���˾Ŀǰʹ�õĺ�˿ΪGB/T8110 ER50-6 ∅0.8 ��∅1.2mm ���ֺ�˿��
1.2.2 ���ӵ�����������ӵ�����С�����۵δִ�����dz���绡�ȶ��Բ�����������ӹ��̲��ȶ����۵����������ɣ���ʹ��˿�����۳أ����γɴ�����ķɽ���
1.2.3 �绡��ѹ���绡��ѹ���ͣ��绡ȼ�ղ��ȶ��������С�����ɽ�������ϸխ������ͣ��绡��ѹ̫�ߣ��绡���������ߴ�ε����۳ع��ɣ����ִ�����ɽ����ۿ������Ե����ӡ�
1.2.4 �����ٶȣ������ٶ�����ʱ��������ۿ��ͺ�Ȼ��С����������ٶȹ��ͣ�������������Ч�ʣ�����Ҳʹ���ӱ������ӣ������ٶȹ��죬�������ں����в������ס�ҧ�ߡ�δ���Ⱥ���ȱ�ݡ�ͨ�����������ĺ����ٶ�Ϊ30��60cm/min��
1.2.5 ����������ȣ��������������ָ���ߴӵ�������ڵ�����ĩ�˵ij��ȡ��������Խ���ӵ���ԽС�������γ�δ�������ҵ绡���ȣ��ɽ��Ӵ����Բ�����ͨ��ȡ�����������Ϊ��˿ֱ����10 ��(�����I0.8mm �ĺ�˿����������Ⱦ���8mm)��
1.2.6 ������������������С���绡���ȣ������������ɫ�������ܼ���״С�ף����������������ײ�����������������dz��ɫ���ֲ��������ס����е������������绡ȼ���ȶ�������Ч���ã��������������ɫ(��˾Ŀǰʹ�õ��ǻ��������80%�����20%CO2 ����Ļ��������
1.3 ���ӹ��̿���
���ӹ���Ӧȷ����Ʒ�ijߴ磬������С����Ӧ���ͺ��ӱ��Ρ�һ������£�ʹ�ö�λ�оߡ��ξ߱�֤���ӳߴ磻����ǰӦ��ʹ�õĶ�λ�оߡ��ξ߽���ȷ�ϣ���֤��λ�оߡ��ξ���ȷ����
Ϊ��С����Ӧ����Ӧ�Ȳ��ö�λ�о�ƴװ�㺸��λ��������Ȼ״̬���к��ӡ�
ƴװ�㺸��λʱ�ɸ������������Ƚ��з�������Ե������ӱ��Ρ�
��������ṹȷ������˳��СӦ�������Ρ����ݰ������С���ṹ��ȷ�������Ӽ�֮��ļ�϶���Ƕȡ�
һ������£�����Ŀ��ȻŵĽų���С�ڱ����Ӽ��İ��ߴ硣�Ǻ�����ͼ��û�б�ʶ����߶ȣ����Խϱ����Ϊ����߶ȣ����Dz���С�ڰ���0.8 ����
���Ӳ���һ��ȷ�����ں��ӹ����в�������Ķ������������Ȳ�һ����Ҫ��������ʱ��������������Ƭ�Ͻ����Ժ���������ղ���������ȷ�ɶԲ�Ʒ����ʩ����
���Ӻ���������������ˮ����������ȴ���Ժ��Ӵ����п�����ȴ����ֹ���Ѽ����Σ�Ӧ������Ȼ��ȴ�����ȴ���Ҫ��ij��⣩��
1.4 ���Ӻ�����Ʒ�ʼ��
���Ӻ�Ӧȥ���������ɽ������м���Ҫ��(�磺Ϳ�ᡢĥƽ��)�ģ��밴Ҫ����д���������λ����Ҫ����ֱ�Ƕȡ�ƽ��ȡ�ֱ�߶ȵȣ����������Ҫ��Ҫ��λ���в������糬��Ҫ��Χ������ʵ��ķ�������У����У�����贸��ʱӦ�ܿ����졣
������ʱ����ȱ�ݶ�����������ǰ�����ĥ���������ȱ�ݣ��������к���ȱ�ݵĺ����Ͻ��ж��κ��ӡ�ͬһ���Ӳ�λ�ķ��������˳���2 �Ρ����������������ﵽ����Ҫ�����в�Ʒ����������Ӧ����ͼֽ���м��飬�������Ŀ�������ӳߴ硢������ۡ�����λ�á����쳤�Ⱥͺ���߶ȵȡ����������ȣ��ٺ���δ�������ơ����ס�ҧ�ߡ�������ȱ�ݡ����������������뷽������1��
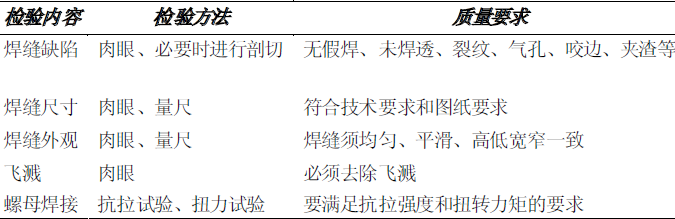
��1 ������������뷽��
2 �����������ӹ����й��տ���
����������Ϊ������һ����Ҫ�Ľṹ�����������������̶����˵ķ����֣��Ӷ�ʹ���ݸ�˿��ͨ�������ֺ��ܹ���������ƽ�����С������������ӹ��չ��̿��Ƶĺû���ֱ��Ӱ��������е������ԡ�
2.1 ͼֽ����
��ͼ1 ��������������4.5mm ��ĸְ�������ɵĺ���ͨ����ǿ��Ӷ��ɡ�����ͼ�гߴ羫�ȼ���λ����Ҫ����ͼ��������֮��ߴ�1660-1 �����뷴���ֵ���ϳߴ磬R32 ��ȱ��������ϻ�����ƽ�ж�Ҫ�����������ƶ��˷��������ļӹ�����Ϊ�ȼ����塢�䣬�ٽ��к��ӣ����ӹ�R32 ��ȱ�ڡ�
2.2 ���Ӳ���ѡ��
����ͼֽ��Ϣ��ͬʱ�ο�CO2 ���Զ����Ӳ���������ѡ����������ѹ������������������Ƭ�Ͻ����Ժ��������Ժ���Ч�����в����������յõ����ʵĺ��Ӳ�������˿ֱ��ѡ��1.2mm���������Ϊ12mm�������ĵ�������ѹ�ֱ��Ϊ140A��18V��������������Ϊ13 L/min��
2.3 ���ӹ��̿���
�÷��������жദ���ӣ����ӹ����л������Ӧ�����������ᷢ����������Σ��Ӷ���Ӱ���Ʒ�ijߴ羫�ȡ���ʱ�ĺ���˳����ڱ��δ�С�Ŀ�����Ϊ�dz��ؼ���������Ľṹ���жԳ��ԣ���������������ǵĺ���˳��Ҳ���öԳ�ʽ���ӡ���ͨ���ξ߶����Ķ˲����в��н�����е㺸��λ��Ȼ����֧���ξ��в�֧��ȷ��166 �ߴ���к��ӡ�
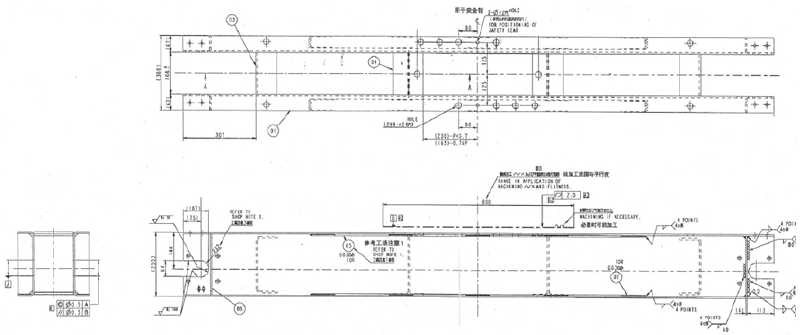
ͼ1 �����������ͼ
2.4 ���Ӻ�У������
�������ϵĺ���˳����ɺ���������Ȼ�����һ���̶ȵı��Ρ�����ߴ�1660-1 �ӻ�������С���������ϻ����ƽ���Ҳ�ᳬ����Ժ�����ɺ���Ҫ����У�������������ں��Ӳ�����Ӧ����û����ȫ�ͷţ�������Ͻ���У�������ڳߴ�ص���������ֻ�ܲ�ȡʱЧ�������˻�����������Ӧ����ȫ�ͷź���ܽ���У����У���ķ������û���У���봸�����Ͻ��С�У��ʱ�����У����飬��������ȷ�����յijߴ羫�ȡ�
������
�������������ݽṹ���ĺ��ӹ����б����ϸ����غ��ӹ������̣����ƺø���Ӳ������Ż������ƺ��ӹ�����ϵ�����ø�Ϊ��Ч�������ĺ��ӷ���������ȷ������������
1 ���ݽṹ�����ӹ���Ҫ��
��˾���ڵ��ݽṹ���ĺ�����Ҫ����CO2 ���Զ������������ӷ�����Ҫ�б���ͻԵˮƽ���ӡ�����ͻԵ���ӡ��а�V��ͻԵˮƽ�������а�V ��ͻԵ�������֡�����Ҫ���շ������£�
1.1 ����ǰ��
������ԱӦ����������Ĺ����о���λ��������������þߣ����ݼ���Ҫ������IJ��ʡ�����ѡ���ʵ��ĺ��ӷ����ͺ����豸������ǰ��Ӧ�Ժ��Ӵ�ȥ�����ۡ����ᡢ����Ƥ�����⼰���������
1.2 ���Ӳ�����ѡ��
1.2.1 ��˿����˿����Ӧ�⻬ƽ������Ӧ��ë�̡����ۡ���ʴ������Ƥ�ȣ���ͭҪ�����ι̣���˿ֱ����ѡ����ĸ�ĺ�Ⱥͺ��ӵ����йأ���˾Ŀǰʹ�õĺ�˿ΪGB/T8110 ER50-6 ∅0.8 ��∅1.2mm ���ֺ�˿��
1.2.2 ���ӵ�����������ӵ�����С�����۵δִ�����dz���绡�ȶ��Բ�����������ӹ��̲��ȶ����۵����������ɣ���ʹ��˿�����۳أ����γɴ�����ķɽ���
1.2.3 �绡��ѹ���绡��ѹ���ͣ��绡ȼ�ղ��ȶ��������С�����ɽ�������ϸխ������ͣ��绡��ѹ̫�ߣ��绡���������ߴ�ε����۳ع��ɣ����ִ�����ɽ����ۿ������Ե����ӡ�
1.2.4 �����ٶȣ������ٶ�����ʱ��������ۿ��ͺ�Ȼ��С����������ٶȹ��ͣ�������������Ч�ʣ�����Ҳʹ���ӱ������ӣ������ٶȹ��죬�������ں����в������ס�ҧ�ߡ�δ���Ⱥ���ȱ�ݡ�ͨ�����������ĺ����ٶ�Ϊ30��60cm/min��
1.2.5 ����������ȣ��������������ָ���ߴӵ�������ڵ�����ĩ�˵ij��ȡ��������Խ���ӵ���ԽС�������γ�δ�������ҵ绡���ȣ��ɽ��Ӵ����Բ�����ͨ��ȡ�����������Ϊ��˿ֱ����10 ��(�����I0.8mm �ĺ�˿����������Ⱦ���8mm)��
1.2.6 ������������������С���绡���ȣ������������ɫ�������ܼ���״С�ף����������������ײ�����������������dz��ɫ���ֲ��������ס����е������������绡ȼ���ȶ�������Ч���ã��������������ɫ(��˾Ŀǰʹ�õ��ǻ��������80%�����20%CO2 ����Ļ��������
1.3 ���ӹ��̿���
���ӹ���Ӧȷ����Ʒ�ijߴ磬������С����Ӧ���ͺ��ӱ��Ρ�һ������£�ʹ�ö�λ�оߡ��ξ߱�֤���ӳߴ磻����ǰӦ��ʹ�õĶ�λ�оߡ��ξ߽���ȷ�ϣ���֤��λ�оߡ��ξ���ȷ����
Ϊ��С����Ӧ����Ӧ�Ȳ��ö�λ�о�ƴװ�㺸��λ��������Ȼ״̬���к��ӡ�
ƴװ�㺸��λʱ�ɸ������������Ƚ��з�������Ե������ӱ��Ρ�
��������ṹȷ������˳��СӦ�������Ρ����ݰ������С���ṹ��ȷ�������Ӽ�֮��ļ�϶���Ƕȡ�
һ������£�����Ŀ��ȻŵĽų���С�ڱ����Ӽ��İ��ߴ硣�Ǻ�����ͼ��û�б�ʶ����߶ȣ����Խϱ����Ϊ����߶ȣ����Dz���С�ڰ���0.8 ����
���Ӳ���һ��ȷ�����ں��ӹ����в�������Ķ������������Ȳ�һ����Ҫ��������ʱ��������������Ƭ�Ͻ����Ժ���������ղ���������ȷ�ɶԲ�Ʒ����ʩ����
���Ӻ���������������ˮ����������ȴ���Ժ��Ӵ����п�����ȴ����ֹ���Ѽ����Σ�Ӧ������Ȼ��ȴ�����ȴ���Ҫ��ij��⣩��
1.4 ���Ӻ�����Ʒ�ʼ��
���Ӻ�Ӧȥ���������ɽ������м���Ҫ��(�磺Ϳ�ᡢĥƽ��)�ģ��밴Ҫ����д���������λ����Ҫ����ֱ�Ƕȡ�ƽ��ȡ�ֱ�߶ȵȣ����������Ҫ��Ҫ��λ���в������糬��Ҫ��Χ������ʵ��ķ�������У����У�����贸��ʱӦ�ܿ����졣
������ʱ����ȱ�ݶ�����������ǰ�����ĥ���������ȱ�ݣ��������к���ȱ�ݵĺ����Ͻ��ж��κ��ӡ�ͬһ���Ӳ�λ�ķ��������˳���2 �Ρ����������������ﵽ����Ҫ�����в�Ʒ����������Ӧ����ͼֽ���м��飬�������Ŀ�������ӳߴ硢������ۡ�����λ�á����쳤�Ⱥͺ���߶ȵȡ����������ȣ��ٺ���δ�������ơ����ס�ҧ�ߡ�������ȱ�ݡ����������������뷽������1��
��1 ������������뷽��
2 �����������ӹ����й��տ���
����������Ϊ������һ����Ҫ�Ľṹ�����������������̶����˵ķ����֣��Ӷ�ʹ���ݸ�˿��ͨ�������ֺ��ܹ���������ƽ�����С������������ӹ��չ��̿��Ƶĺû���ֱ��Ӱ��������е������ԡ�
2.1 ͼֽ����
��ͼ1 ��������������4.5mm ��ĸְ�������ɵĺ���ͨ����ǿ��Ӷ��ɡ�����ͼ�гߴ羫�ȼ���λ����Ҫ����ͼ��������֮��ߴ�1660-1 �����뷴���ֵ���ϳߴ磬R32 ��ȱ��������ϻ�����ƽ�ж�Ҫ�����������ƶ��˷��������ļӹ�����Ϊ�ȼ����塢�䣬�ٽ��к��ӣ����ӹ�R32 ��ȱ�ڡ�
2.2 ���Ӳ���ѡ��
����ͼֽ��Ϣ��ͬʱ�ο�CO2 ���Զ����Ӳ���������ѡ����������ѹ������������������Ƭ�Ͻ����Ժ��������Ժ���Ч�����в����������յõ����ʵĺ��Ӳ�������˿ֱ��ѡ��1.2mm���������Ϊ12mm�������ĵ�������ѹ�ֱ��Ϊ140A��18V��������������Ϊ13 L/min��
2.3 ���ӹ��̿���
�÷��������жദ���ӣ����ӹ����л������Ӧ�����������ᷢ����������Σ��Ӷ���Ӱ���Ʒ�ijߴ羫�ȡ���ʱ�ĺ���˳����ڱ��δ�С�Ŀ�����Ϊ�dz��ؼ���������Ľṹ���жԳ��ԣ���������������ǵĺ���˳��Ҳ���öԳ�ʽ���ӡ���ͨ���ξ߶����Ķ˲����в��н�����е㺸��λ��Ȼ����֧���ξ��в�֧��ȷ��166 �ߴ���к��ӡ�
ͼ1 �����������ͼ
2.4 ���Ӻ�У������
�������ϵĺ���˳����ɺ���������Ȼ�����һ���̶ȵı��Ρ�����ߴ�1660-1 �ӻ�������С���������ϻ����ƽ���Ҳ�ᳬ����Ժ�����ɺ���Ҫ����У�������������ں��Ӳ�����Ӧ����û����ȫ�ͷţ�������Ͻ���У�������ڳߴ�ص���������ֻ�ܲ�ȡʱЧ�������˻�����������Ӧ����ȫ�ͷź���ܽ���У����У���ķ������û���У���봸�����Ͻ��С�У��ʱ�����У����飬��������ȷ�����յijߴ羫�ȡ�
������
�������������ݽṹ���ĺ��ӹ����б����ϸ����غ��ӹ������̣����ƺø���Ӳ������Ż������ƺ��ӹ�����ϵ�����ø�Ϊ��Ч�������ĺ��ӷ���������ȷ������������
