 返回首页
返回首页 在线订单
在线订单 联系我们
联系我们

Z3050摇臂钻床主轴调速系统改造分析
发布时间:2017-10-18 点击次数:次
Z3050 摇臂钻床主要用于带有多孔的大型工件的孔加工,操作方便、灵活,应用广泛,其主运动与进给运动皆为主轴的运动,由一台主轴电动机拖动,分别经主轴传动机构、进给传动机构来实现主轴的旋转与进给。由于电动机转速恒定,变速机构受有级的限制,往往不能满足实际切削速度变化的要求。目前解决这一问题有两个途径:一是由数字控制系统实现主轴无级调速,一是由交流变频器和变频电机组成调速系统。前者组成主轴调速单元的主轴伺服单元和主轴伺服电机,价格较为昂贵;后者的价格相对较低,性价比较好。本文阐述的是利用变频器控制的Z3050 摇臂钻床的主轴调速系统的升级改造技术。
1、变频控制系统
1.1 变频器的选择
Z3050 摇臂钻床主要用于钻孔加工,粗加工时主轴速度较低,切削速度和切削用量较大输出转矩较大;精加工时主轴速度较高,切削深度和切削用量较小,输出转矩较小,主轴满足恒功率调速要求。根据公式n=60f/p(其中n:同步速度,f:电源频率,p:电机极对数)理论上异步电动机和变频器结合调速系统可以得到宽的调速范围,基本满足机床主轴调速范围。经分析计算Z3050 有关参数如下:
最大切削功率P=1.5KW,主传动效率η=0.78,空载时耗用功率P 空=0.29KW
主电机耗用功率:P 耗=P 空+P 切/η=0.29+1.5/0.78=2.213KW
考虑到强力切削和加工材料不均匀,以及电机和机床主轴功率匹配等因素,主电机功率一般应用一定的储备,因此,我们选用台达VFDA 型通用变频器,功率3.7KW,变频范围0.1~400Hz,是台达变频器系列中主要应用于机械加工,具有高功能低噪音等特点。
1.2 变频器控制
1.2.1 增加直流中间电路
变频器通过整流电路将交流电源转换成直流电源,再通过逆变电路将直流电源转换成交流控制主轴电机运转。在三相电路中这种直流电压或电流含有频率为电源频率6倍的电压或电流纹波,变频器逆变电路也将因输出和载波频率等原因而产生纹波电压或电流,并反过来影响直流电压或电流的品质。因此,为了保证逆变电路和控制电路能够得到高质量的直流电压或电流,我们在整流电路和逆变电路之间增加了直流中间电路,对直流电压或电流进行滤波,减少电压或电流的脉动。变频器及直流中间电路结构框图见图1。
图1 变频器及直流中间电路框图
三相输入线电压220V 及整流后的电压波形如图2 所示。
图2 中,Ua、Ub、Uc 是三相三线制的三相输入相电压;uc 是电容电压,ur 是整流之后未加电容时的电压。
1.2.2 直流中间电路电解电容的计算
我们使用的是电压型变频器来说,直流中间电路通过大电解电容对电压进行滤波,整流后的电压:当ωt∈(0,π3)时,


为计算方便,对于输出功率为P 的逆变器,将其直流侧输入端阻抗用一个纯电阻R 等效,则:
所以:
VFD-220V075 型变频器的电机输出额定功率为3.7KW,f=50HZ,UPN=311V,设α=5(α 整流后的直流电压的波动幅度),则直流中间电路所需的电解电容:
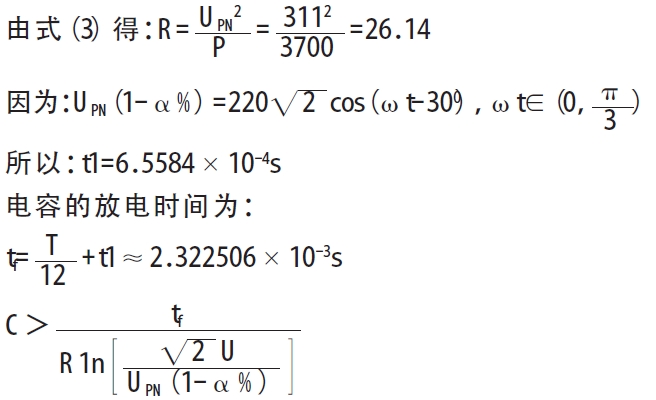
将以上数据代入式得到C>1036.56μF。考虑实际电容容值大小,我们选择用3 个470μF 的电解电容并联使用。
1.2.3 增加能耗制动控制
因为升级改造后的Z3050 变频调速系统的惯性较大,电机的转速的下降将跟不上电机同步转速的下降,即电机的实际速度比其同步速度高,此时电机转子绕组切割旋转磁场磁力线的方向和电机恒速运行时正好相反,转子绕组的感应电动势和电流的方向也都相反,所产生的电磁转矩也就和电机旋转方向相反,电动机将出现负转矩,此时的电动机实际为发电机,系统处于再生制动状态,将拖动系统的动能回馈到变频器直流母线上,使直流母线电压不断上升,过高的泵升电压有可能损坏开关器件、电解电容,甚至会破坏电机的绝缘,从而威胁系统安全工作。因此,必须将这些功率消耗掉,我们通过外加制动电阻的方法将电能消耗在大功率电阻器中。
实验证明,当放电电流等于电动机额定电流的一半时,就可以得到与电机的额定转矩相同的制动转矩了。因此制动电阻阻值粗略计算是:
其中:UD 为制动电压准位;IMN 为电机的额定电流。
为了保证变频器不受损坏,强制限定当流过制动电阻的电流为额定电流时的电阻数值为制动电阻的最小值Rmin。因此,实际制动电阻的阻值选择范围为:

我们使用台达VFD-220V075 型变频器驱动3.7KW,额
定电流17A,输入电压为AC220V,则:
因此,制动电阻的阻值取值范围为:
12.94Ω<R≤25.88Ω
我们选择市场上可以买到的型号和功率段的25Ω 制动电阻,制动转矩3%ED100%。
1.2.4 变频器连接
去掉主轴原有的时间继电器、接触器、直流制动等元件,通过按钮站上的按钮SB20(主轴正转)、SB22(主轴反转) 和中间继电器KA20、KA10 控制主轴正转、反转和停止;在变频器控制上连接转速表;模拟电压由PLC 控制传输模拟电压控制,大小由R0 调整;采用能耗制动增加25Ω 制动电阻。具体连接如图3、图4、图5 所示。
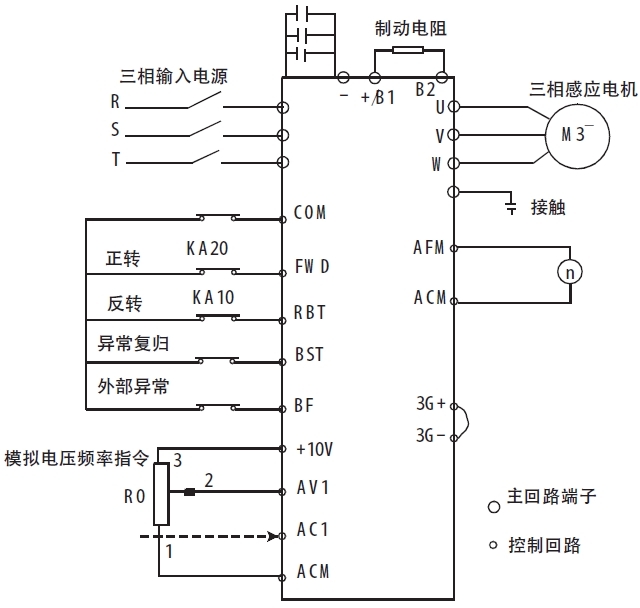
图3 变频器连接
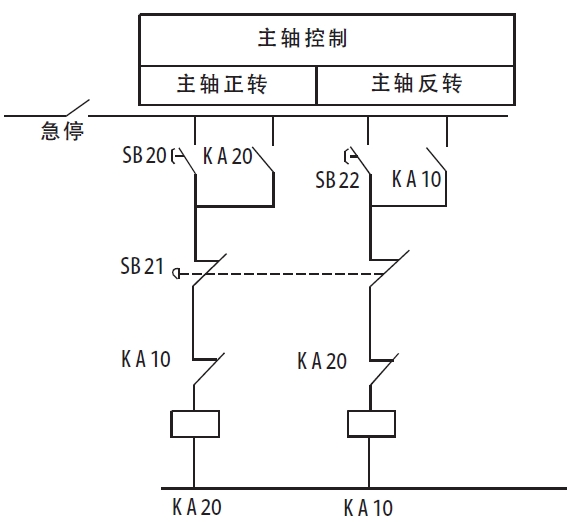
图4 主轴控制电路
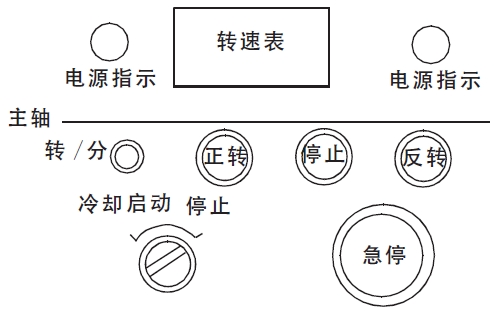
图5 控制按钮(面板)
1.3 测试与调试
1.3.1 变频器测试
(1)测试整流电路
找到变频器内部直流电源的P 端和N 端,将万用表调到电阻X10 档,红表棒接到P,黑表棒分别依到R、S、T,应该有大约几十欧的阻值,且基本平衡。相反将黑表棒接到P 端,红表棒依次接到R、S、T,有一个接近于无穷大的阻值。将红表棒接到N 端,重复以上步骤,得到相同结果,说明整流电路正常。
(2)测试逆变电路
将红表棒接到P 端, 黑表棒分别接U、V、W 上,应该有几十欧的阻值,且各相阻值基本相同,反相应该为无穷大。将黑表棒接到N 端,重复以上步骤应得到相同结果。
1.3.2 主轴转速
(1)先设置变频器参数。见表1。
(2)上电之前,须确认输入电压是否有误,将380V 电源接入220V 级变频器之中会出现炸机(炸电容、压敏电阻、模块等);检查变频器各接口是否已正确连接,连接是否有松动,连接异常有时可能导致变频器出现故障,严重时会出现炸机等情况。
按下面板上主轴正转按钮,检查主轴是否正常转动,方向是否正确;旋转面板上的R0 检查主轴转速是否有变化,检查主轴正、反转和停止是否正常。用转速表进行主轴转速测试,根据设计转速和测出的主轴实际转速设计转速表。
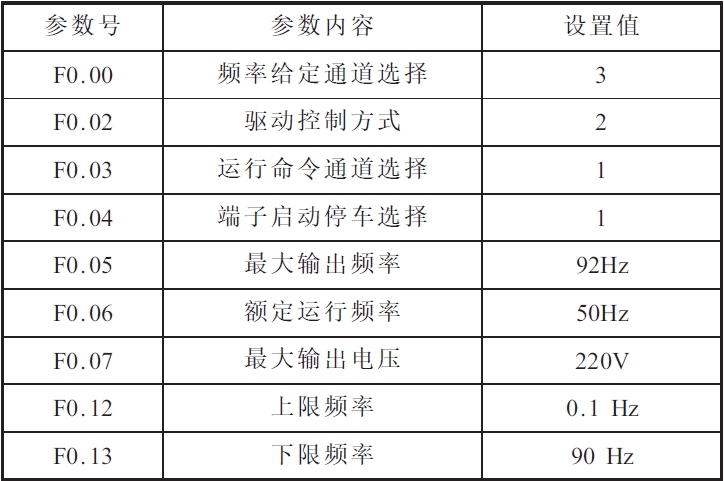
表1
1.3.3 钻削测试
钻削测试,检查Z3050 改造后的切削能力。具体测试结果见表2。
经过实际使用,Z3050 摇臂钻床升级改造后,主轴变频控制系统运行可靠,使用精准安稳,性能优越,低速时能以大力矩启动,并且速度控制精度高,波动范围小,为企业带来经济效益。
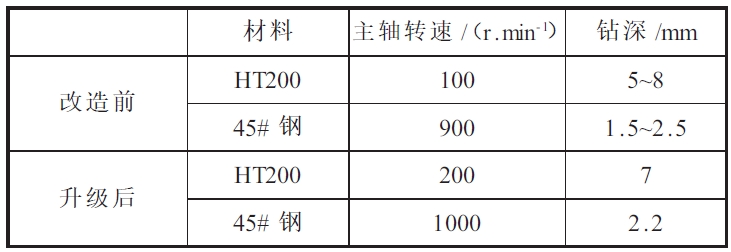
表2
友情提示:
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答机床电气考核设备,Z3050摇臂钻床电气技能实训考核装置相关疑问!
我们可以帮您推荐符合您要求的机床电气考核设备,Z3050摇臂钻床电气技能实训考核装置相关产品!
1、变频控制系统
1.1 变频器的选择
Z3050 摇臂钻床主要用于钻孔加工,粗加工时主轴速度较低,切削速度和切削用量较大输出转矩较大;精加工时主轴速度较高,切削深度和切削用量较小,输出转矩较小,主轴满足恒功率调速要求。根据公式n=60f/p(其中n:同步速度,f:电源频率,p:电机极对数)理论上异步电动机和变频器结合调速系统可以得到宽的调速范围,基本满足机床主轴调速范围。经分析计算Z3050 有关参数如下:
最大切削功率P=1.5KW,主传动效率η=0.78,空载时耗用功率P 空=0.29KW
主电机耗用功率:P 耗=P 空+P 切/η=0.29+1.5/0.78=2.213KW
考虑到强力切削和加工材料不均匀,以及电机和机床主轴功率匹配等因素,主电机功率一般应用一定的储备,因此,我们选用台达VFDA 型通用变频器,功率3.7KW,变频范围0.1~400Hz,是台达变频器系列中主要应用于机械加工,具有高功能低噪音等特点。
1.2 变频器控制
1.2.1 增加直流中间电路
变频器通过整流电路将交流电源转换成直流电源,再通过逆变电路将直流电源转换成交流控制主轴电机运转。在三相电路中这种直流电压或电流含有频率为电源频率6倍的电压或电流纹波,变频器逆变电路也将因输出和载波频率等原因而产生纹波电压或电流,并反过来影响直流电压或电流的品质。因此,为了保证逆变电路和控制电路能够得到高质量的直流电压或电流,我们在整流电路和逆变电路之间增加了直流中间电路,对直流电压或电流进行滤波,减少电压或电流的脉动。变频器及直流中间电路结构框图见图1。
图1 变频器及直流中间电路框图
三相输入线电压220V 及整流后的电压波形如图2 所示。
图2 中,Ua、Ub、Uc 是三相三线制的三相输入相电压;uc 是电容电压,ur 是整流之后未加电容时的电压。
1.2.2 直流中间电路电解电容的计算
我们使用的是电压型变频器来说,直流中间电路通过大电解电容对电压进行滤波,整流后的电压:当ωt∈(0,π3)时,
为计算方便,对于输出功率为P 的逆变器,将其直流侧输入端阻抗用一个纯电阻R 等效,则:
所以:
VFD-220V075 型变频器的电机输出额定功率为3.7KW,f=50HZ,UPN=311V,设α=5(α 整流后的直流电压的波动幅度),则直流中间电路所需的电解电容:
将以上数据代入式得到C>1036.56μF。考虑实际电容容值大小,我们选择用3 个470μF 的电解电容并联使用。
1.2.3 增加能耗制动控制
因为升级改造后的Z3050 变频调速系统的惯性较大,电机的转速的下降将跟不上电机同步转速的下降,即电机的实际速度比其同步速度高,此时电机转子绕组切割旋转磁场磁力线的方向和电机恒速运行时正好相反,转子绕组的感应电动势和电流的方向也都相反,所产生的电磁转矩也就和电机旋转方向相反,电动机将出现负转矩,此时的电动机实际为发电机,系统处于再生制动状态,将拖动系统的动能回馈到变频器直流母线上,使直流母线电压不断上升,过高的泵升电压有可能损坏开关器件、电解电容,甚至会破坏电机的绝缘,从而威胁系统安全工作。因此,必须将这些功率消耗掉,我们通过外加制动电阻的方法将电能消耗在大功率电阻器中。
实验证明,当放电电流等于电动机额定电流的一半时,就可以得到与电机的额定转矩相同的制动转矩了。因此制动电阻阻值粗略计算是:
其中:UD 为制动电压准位;IMN 为电机的额定电流。
为了保证变频器不受损坏,强制限定当流过制动电阻的电流为额定电流时的电阻数值为制动电阻的最小值Rmin。因此,实际制动电阻的阻值选择范围为:
我们使用台达VFD-220V075 型变频器驱动3.7KW,额
定电流17A,输入电压为AC220V,则:
因此,制动电阻的阻值取值范围为:
12.94Ω<R≤25.88Ω
我们选择市场上可以买到的型号和功率段的25Ω 制动电阻,制动转矩3%ED100%。
1.2.4 变频器连接
去掉主轴原有的时间继电器、接触器、直流制动等元件,通过按钮站上的按钮SB20(主轴正转)、SB22(主轴反转) 和中间继电器KA20、KA10 控制主轴正转、反转和停止;在变频器控制上连接转速表;模拟电压由PLC 控制传输模拟电压控制,大小由R0 调整;采用能耗制动增加25Ω 制动电阻。具体连接如图3、图4、图5 所示。
图3 变频器连接
图4 主轴控制电路
图5 控制按钮(面板)
1.3 测试与调试
1.3.1 变频器测试
(1)测试整流电路
找到变频器内部直流电源的P 端和N 端,将万用表调到电阻X10 档,红表棒接到P,黑表棒分别依到R、S、T,应该有大约几十欧的阻值,且基本平衡。相反将黑表棒接到P 端,红表棒依次接到R、S、T,有一个接近于无穷大的阻值。将红表棒接到N 端,重复以上步骤,得到相同结果,说明整流电路正常。
(2)测试逆变电路
将红表棒接到P 端, 黑表棒分别接U、V、W 上,应该有几十欧的阻值,且各相阻值基本相同,反相应该为无穷大。将黑表棒接到N 端,重复以上步骤应得到相同结果。
1.3.2 主轴转速
(1)先设置变频器参数。见表1。
(2)上电之前,须确认输入电压是否有误,将380V 电源接入220V 级变频器之中会出现炸机(炸电容、压敏电阻、模块等);检查变频器各接口是否已正确连接,连接是否有松动,连接异常有时可能导致变频器出现故障,严重时会出现炸机等情况。
按下面板上主轴正转按钮,检查主轴是否正常转动,方向是否正确;旋转面板上的R0 检查主轴转速是否有变化,检查主轴正、反转和停止是否正常。用转速表进行主轴转速测试,根据设计转速和测出的主轴实际转速设计转速表。
表1
1.3.3 钻削测试
钻削测试,检查Z3050 改造后的切削能力。具体测试结果见表2。
经过实际使用,Z3050 摇臂钻床升级改造后,主轴变频控制系统运行可靠,使用精准安稳,性能优越,低速时能以大力矩启动,并且速度控制精度高,波动范围小,为企业带来经济效益。
表2
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答机床电气考核设备,Z3050摇臂钻床电气技能实训考核装置相关疑问!
我们可以帮您推荐符合您要求的机床电气考核设备,Z3050摇臂钻床电气技能实训考核装置相关产品!
