 返回首页
返回首页 在线订单
在线订单 联系我们
联系我们

车床CA6140支架机械加工工艺及夹具设计
发布时间:2017-10-13 点击次数:次
1、概述
支架类零件广泛应用于机床、汽车、拖拉机等机械的变速箱中,作为变速箱变速的控制元件。以其良好的操纵性和良好的稳定性得到广泛应用,该零件的制造工艺虽然简单,但其过程涉及了机械加工工艺的多方面,具有一定代表性,本文将对该类零件的加工工序进行一次全面的阐述。
2、零件工艺分析
(1)零件的作用、材料、形状特征。该零件为支架,采用HT200 材料,灰铸铁可承受较大弯曲应力,用于强度、耐磨性要求较高的较重要的零件和要求保持气密性的铸件。有较好的耐热性和良好的减振性,铸造性较好。该支架的结构较复杂,也适于用铸造的方法制造。
(2)技术要求。
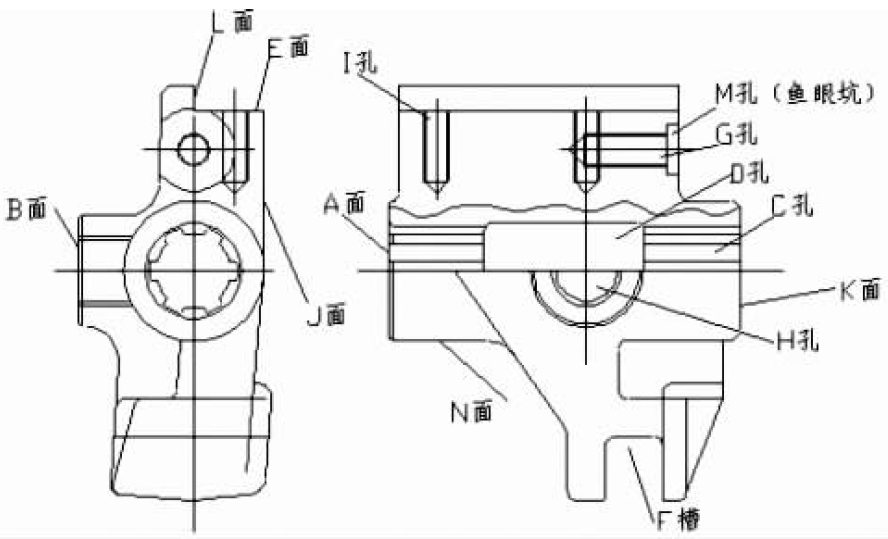
图1 各加工面示意图
零件的材料为HT200,硬度适中,灰铸铁生产工艺简单,铸造性能优良,支架中间圆柱体连有两翼板,以下是支架需要加工的表面以及加工表面之间的位置要求,如图1 所示。
(1)A 面:φ40mm,Ra为6.4μm
(2)B 面:φ35mm, 对A面有垂直度要求,不垂直度为0.02mm,Ra为12.5μm
(3)C 孔:φ30mm,Ra为12.5μm
(4)D 孔:花键,φ28H7,Ra为1.6μm。键槽6H7,Ra为1.6μm
(5)E 面:L×B=88×22mm,Ra为6.3μm, Ra为12.5μm
(6)F 槽:通槽,槽宽18mm, Ra为6.3μm;槽深22mm
(7)G 孔:M10,深30mm。
(8)H 孔:M22×1.5,与C 孔通。
(9)I 孔:丝孔,M8
(10)L 面:对F 槽有对称度要求,不对称度为0.20;对B面有垂直度要求,不垂直度为0.10
(11)M 孔:鱼眼坑,φ26mm,深3mm。
3、工艺过程设计
(1) 毛坯—零件综合图设计。在仔细分析了零件的基础上,选择零件的加工方法,首先从毛坯开始。在毛坯的选择上,既要考虑它的工艺行,又要考虑到经济性,综合两项因素进行毛坯的选择。
毛坯的选择。毛坯的类型有:铸件、锻件、型材、焊接件、压制件、冲压件等,由于本零件是中批生产,则优先考虑锻件和铸件,虽然成本高,但提高了生产率,零件材料为HT200。零件在机床运行过程中所受冲击不大,结构又比较简单,在考虑零件的力学性能,形状大小等因素后,选择铸件。
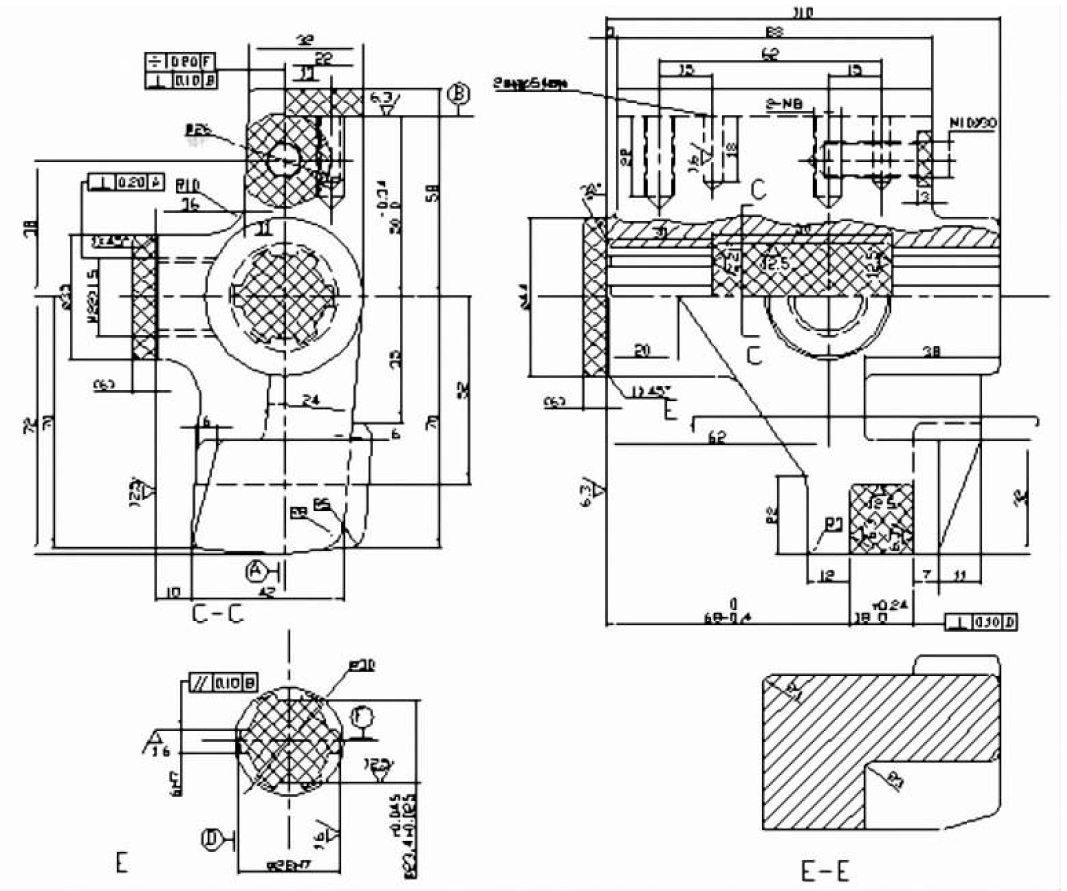
图2 毛坯—零件综合图
(2)加工余量的确定。完成某一道工序所需切除的材料层的厚度称为工序余量。加工余量的确定通常有三种方法:①经验估计法:这是工艺人员根据经验进行估算。所有加工余量一般偏大。②查表修正法:以生产实践和实验研究的资料制成的表格为依据,应用时再结合加工实际情况进行修正。③分析计算法:根据一定的试验资料和计算公式进行计算,这样确定的余量比较经济合理,因受切削条件的改变和实验数据不全所限,应用较少。
查表法举例:①铣削加工。查《金属机械加工工艺人员手册》P1050 表13-27 平面的刨、铣、磨、刮加工余量(mm)摘要,按表确定好工件半精铣时的加工余量为1.5,则可确定工件粗
铣时的加工余量为6 (总的加工余量7.5- 半精铣时的加工余量1.5)。
车削加工查。《金属机械加工工艺人员手册》P1039 表13-4 轴在粗车外圆后,精车外圆的加工余量(mm)。按表查得车R68 孔及端面时精车的加工余量为1.2mm, 则可以确定粗车时的加工余量为6.3mm(未加工前总的加工余量7.5mm- 精车时的加工余量1.2mm)。其它工序的加工余量也可按此法确定。
4、典型工装设计
为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具,本夹具将用于卧式铣床。刀具为YG8 细齿硬质合金面铣刀。
定位夹紧方案的确定。正如前面所述,为了提高生产率,我们采用只需要将工件安装至夹具上,而不需要重复定位的夹具。
(1)定位。在整个夹具中,采用支承板和定位销定位,分别限制六个自由度。底面的三个支承板限制两个自由度,侧面的两个支承板,限制三个自由度,定位销限制一个自由度。
(2)夹紧。①对夹紧装备的基本。要求在夹紧过程中,工件应能保持在既定位置,即在夹紧力作用下,工件不应离开定位支撑。②夹紧力方向的确定。使定位基准与定位元件接触良好,保证定位可靠。与工件刚度最大的方向一致,以减少工件变形,与工件受到的切削力、重力方向一致。③夹紧点的确定。应正对支撑元件或位于支撑元件所在平面,作用点位于工件刚性最好的部位。尽量靠近加工表面。
5、结论
支架作为变速机构中的常用零件,以其经济性与实用性还将长期存在。工序间采用专用夹具,虽然设计周期有所延长,但大大缩短了生产周期,提高了生产效率,同时提高了加工精度,降低了产品的不合格率。随着技术的不断更新,工艺的不断完善,支架类零件的加工方法也将取得长足发展。
友情提示:
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答C6140普通车床电气技能实训考核装置,数控机床、普通机床系列相关疑问!
我们可以帮您推荐符合您要求的C6140普通车床电气技能实训考核装置,数控机床、普通机床系列相关产品!
支架类零件广泛应用于机床、汽车、拖拉机等机械的变速箱中,作为变速箱变速的控制元件。以其良好的操纵性和良好的稳定性得到广泛应用,该零件的制造工艺虽然简单,但其过程涉及了机械加工工艺的多方面,具有一定代表性,本文将对该类零件的加工工序进行一次全面的阐述。
2、零件工艺分析
(1)零件的作用、材料、形状特征。该零件为支架,采用HT200 材料,灰铸铁可承受较大弯曲应力,用于强度、耐磨性要求较高的较重要的零件和要求保持气密性的铸件。有较好的耐热性和良好的减振性,铸造性较好。该支架的结构较复杂,也适于用铸造的方法制造。
(2)技术要求。
图1 各加工面示意图
零件的材料为HT200,硬度适中,灰铸铁生产工艺简单,铸造性能优良,支架中间圆柱体连有两翼板,以下是支架需要加工的表面以及加工表面之间的位置要求,如图1 所示。
(1)A 面:φ40mm,Ra为6.4μm
(2)B 面:φ35mm, 对A面有垂直度要求,不垂直度为0.02mm,Ra为12.5μm
(3)C 孔:φ30mm,Ra为12.5μm
(4)D 孔:花键,φ28H7,Ra为1.6μm。键槽6H7,Ra为1.6μm
(5)E 面:L×B=88×22mm,Ra为6.3μm, Ra为12.5μm
(6)F 槽:通槽,槽宽18mm, Ra为6.3μm;槽深22mm
(7)G 孔:M10,深30mm。
(8)H 孔:M22×1.5,与C 孔通。
(9)I 孔:丝孔,M8
(10)L 面:对F 槽有对称度要求,不对称度为0.20;对B面有垂直度要求,不垂直度为0.10
(11)M 孔:鱼眼坑,φ26mm,深3mm。
3、工艺过程设计
(1) 毛坯—零件综合图设计。在仔细分析了零件的基础上,选择零件的加工方法,首先从毛坯开始。在毛坯的选择上,既要考虑它的工艺行,又要考虑到经济性,综合两项因素进行毛坯的选择。
毛坯的选择。毛坯的类型有:铸件、锻件、型材、焊接件、压制件、冲压件等,由于本零件是中批生产,则优先考虑锻件和铸件,虽然成本高,但提高了生产率,零件材料为HT200。零件在机床运行过程中所受冲击不大,结构又比较简单,在考虑零件的力学性能,形状大小等因素后,选择铸件。
图2 毛坯—零件综合图
(2)加工余量的确定。完成某一道工序所需切除的材料层的厚度称为工序余量。加工余量的确定通常有三种方法:①经验估计法:这是工艺人员根据经验进行估算。所有加工余量一般偏大。②查表修正法:以生产实践和实验研究的资料制成的表格为依据,应用时再结合加工实际情况进行修正。③分析计算法:根据一定的试验资料和计算公式进行计算,这样确定的余量比较经济合理,因受切削条件的改变和实验数据不全所限,应用较少。
查表法举例:①铣削加工。查《金属机械加工工艺人员手册》P1050 表13-27 平面的刨、铣、磨、刮加工余量(mm)摘要,按表确定好工件半精铣时的加工余量为1.5,则可确定工件粗
铣时的加工余量为6 (总的加工余量7.5- 半精铣时的加工余量1.5)。
车削加工查。《金属机械加工工艺人员手册》P1039 表13-4 轴在粗车外圆后,精车外圆的加工余量(mm)。按表查得车R68 孔及端面时精车的加工余量为1.2mm, 则可以确定粗车时的加工余量为6.3mm(未加工前总的加工余量7.5mm- 精车时的加工余量1.2mm)。其它工序的加工余量也可按此法确定。
4、典型工装设计
为了提高劳动生产率,保证加工质量,降低劳动强度,需要设计专用夹具,本夹具将用于卧式铣床。刀具为YG8 细齿硬质合金面铣刀。
定位夹紧方案的确定。正如前面所述,为了提高生产率,我们采用只需要将工件安装至夹具上,而不需要重复定位的夹具。
(1)定位。在整个夹具中,采用支承板和定位销定位,分别限制六个自由度。底面的三个支承板限制两个自由度,侧面的两个支承板,限制三个自由度,定位销限制一个自由度。
(2)夹紧。①对夹紧装备的基本。要求在夹紧过程中,工件应能保持在既定位置,即在夹紧力作用下,工件不应离开定位支撑。②夹紧力方向的确定。使定位基准与定位元件接触良好,保证定位可靠。与工件刚度最大的方向一致,以减少工件变形,与工件受到的切削力、重力方向一致。③夹紧点的确定。应正对支撑元件或位于支撑元件所在平面,作用点位于工件刚性最好的部位。尽量靠近加工表面。
5、结论
支架作为变速机构中的常用零件,以其经济性与实用性还将长期存在。工序间采用专用夹具,虽然设计周期有所延长,但大大缩短了生产周期,提高了生产效率,同时提高了加工精度,降低了产品的不合格率。随着技术的不断更新,工艺的不断完善,支架类零件的加工方法也将取得长足发展。
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答C6140普通车床电气技能实训考核装置,数控机床、普通机床系列相关疑问!
我们可以帮您推荐符合您要求的C6140普通车床电气技能实训考核装置,数控机床、普通机床系列相关产品!
