 返回首页
返回首页 在线订单
在线订单 联系我们
联系我们

PLC控制气动机械手系统分析
发布时间:2017-09-24 点击次数:次
在工业生产中,利用气动机械手将工件从一条流水线搬运至另一条流水线。为实现机械手的自动控制,介绍一种基于PLC 的气动机械手控制系统。
1、气动机械手的工作过程
气动机械手搬运工件工作过程示意图如图1。图中传送带A、B 分别由电动机M1、M2 驱动。其中,传送带A 为步进式传送,每当机械手从传送带A 上取走一个工件时,该传送带向前步进一段距离,以便机械手在下一个工作循环中取走下一个工件。
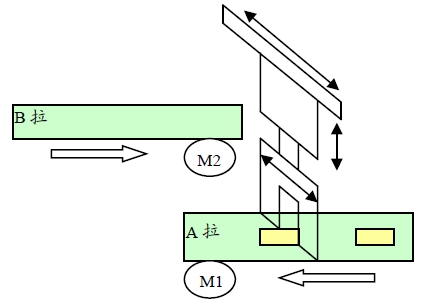
图 1 气动机械手搬运工件工作过程示意图
气动机械手的具体工作流程如下:按下启动按钮—>机械手上升→机械手上升到位信号→机械手左旋→机械手左旋到位信号→机械手下降→机械手下降到位信号→传送带A 运行→当检测传送带A 有工件通过,机械手抓物夹紧→机械手上升→机械手上升到位信号→机械手右旋→右旋到位信号→机械手下降→机械手下降到位信号→机械手松开,将工件放在B 传送带上。至此,机械手完成一个工作循环过程。
2、气动机械手的控制要求
在气动机械手的工作过程中,气动机械手的回转运动由气动阀YV1、YV2 控制,机械手的上、下运动由YV3、YV4 控制,机械手的夹紧与放松由气动阀YV5、YV6 控制。其中到位信号分别是:手臂右旋到位行程开关为SQ3,手臂左旋到位行程开关为SQ2,手臂上升到位行程开关为SQ4,手臂下降到位行程开关为SQ5。用PLC 控制后,气动机械手的动作要求为:
(1) 机械手在原始位置时(右旋到位)SQ1 动作,按下启动按钮,机械手爪松开,传送带B 开始运动,机械手手臂开始上升。
(2) 机械手上升到上限位置,状态开关SQ4 动作,上升动作结束,机械手开始左旋。
(3) 机械手左旋到左限位置,状态开关SQ2 动作,左旋动作结束,机械手开始下降。
(4) 机械手下降到下限位置,状态开关SQ5 动作,下降动作结束,传送带A 启动。
(5) 传送带A 向机械手方向前进一个工件的距离后停止,机械手开始抓物。
(6) 机械手抓物夹紧,机械手开始上升。
(7) 机械手上升到上限位置,状态开关SQ4 动作,上升动作结束,机械手开始右旋。
(8) 机械手右旋到右限位置,状态开关SQ3 动作,右旋动作结束,机械手开始下降。
(9) 机械手下降到下限位置,状态开关SQ5 动作,机械手松开,放下工件。
(10) 机械手放下工件后,经过适当延时,一个工作循环过程完毕。
3、PLC输入/输出地址分配表
根据气动机械手的控制要求,确定PLC 的输入、输出地址分配表如表1。
表1 PLC 的输入、输出地址分配表
4 I/O电气接口图
气动机械手PLC 的I/O 电气接口如图2。SQ1 ~SQ5 行程开关、开关S 和按钮SB0~SB1 分别接PLC 的%I0.2~%I0.6、%I0.7、%I0.0~%I0.1输入,输出%Q0.0~%Q0.6 分别接传送带A 的电机线圈和电磁阀的YV1~YV6。
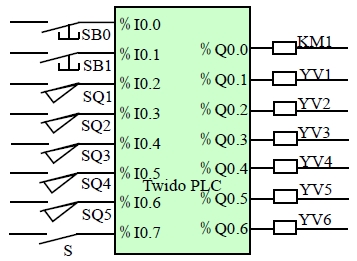
图2 气动机械手PLC 的I/O 电气接口图
在气动控制回路使用时,要求:
(1) 先将气泵启动,待压力到整定值后,分别在气阀的两头加上24V 电压,应保证上、下气缸、机械手爪气缸及回转气缸正确动作。
(2) 各部分没有问题,接口电路图连接正确。
5、软件实现
机械手的动作过程是顺序动作,每一步工艺均是在前一步动作完成的基础上,再进行下一步的操作,所以控制程序采用了移位指令方法编程,控制机械手的PLC 梯形图如图3。
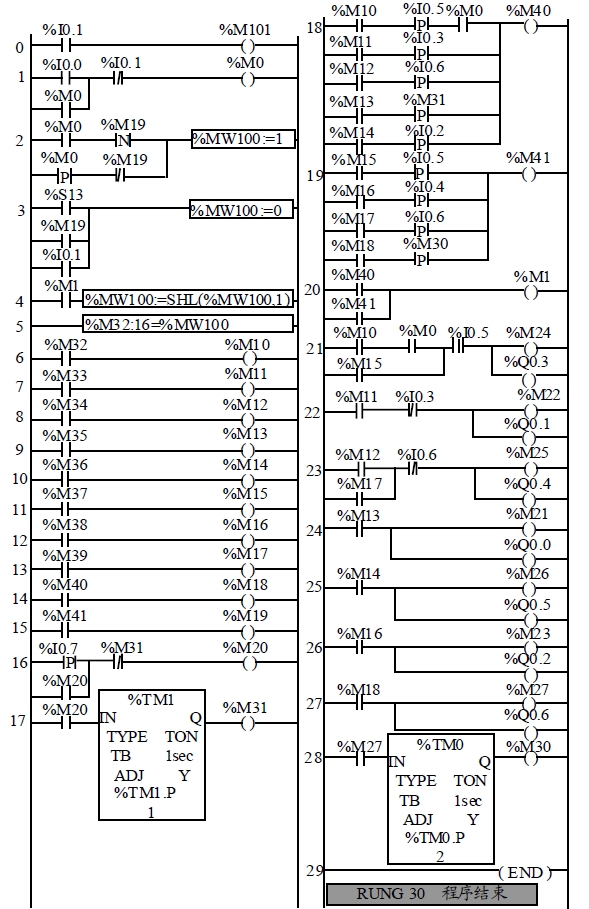
图3 控制机械手的PLC 梯形图
该系统方便地实现了气动机械手的自动控制,提高了生产的自动化程度和速度,减轻了工人的劳动强度,节约了人力资源,具有很强的实用性。
友情提示:
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答气动机械手与PLC综合实训装置,液压实验台相关疑问!
我们可以帮您推荐符合您要求的气动机械手与PLC综合实训装置,液压实验台相关产品!
1、气动机械手的工作过程
气动机械手搬运工件工作过程示意图如图1。图中传送带A、B 分别由电动机M1、M2 驱动。其中,传送带A 为步进式传送,每当机械手从传送带A 上取走一个工件时,该传送带向前步进一段距离,以便机械手在下一个工作循环中取走下一个工件。
图 1 气动机械手搬运工件工作过程示意图
气动机械手的具体工作流程如下:按下启动按钮—>机械手上升→机械手上升到位信号→机械手左旋→机械手左旋到位信号→机械手下降→机械手下降到位信号→传送带A 运行→当检测传送带A 有工件通过,机械手抓物夹紧→机械手上升→机械手上升到位信号→机械手右旋→右旋到位信号→机械手下降→机械手下降到位信号→机械手松开,将工件放在B 传送带上。至此,机械手完成一个工作循环过程。
2、气动机械手的控制要求
在气动机械手的工作过程中,气动机械手的回转运动由气动阀YV1、YV2 控制,机械手的上、下运动由YV3、YV4 控制,机械手的夹紧与放松由气动阀YV5、YV6 控制。其中到位信号分别是:手臂右旋到位行程开关为SQ3,手臂左旋到位行程开关为SQ2,手臂上升到位行程开关为SQ4,手臂下降到位行程开关为SQ5。用PLC 控制后,气动机械手的动作要求为:
(1) 机械手在原始位置时(右旋到位)SQ1 动作,按下启动按钮,机械手爪松开,传送带B 开始运动,机械手手臂开始上升。
(2) 机械手上升到上限位置,状态开关SQ4 动作,上升动作结束,机械手开始左旋。
(3) 机械手左旋到左限位置,状态开关SQ2 动作,左旋动作结束,机械手开始下降。
(4) 机械手下降到下限位置,状态开关SQ5 动作,下降动作结束,传送带A 启动。
(5) 传送带A 向机械手方向前进一个工件的距离后停止,机械手开始抓物。
(6) 机械手抓物夹紧,机械手开始上升。
(7) 机械手上升到上限位置,状态开关SQ4 动作,上升动作结束,机械手开始右旋。
(8) 机械手右旋到右限位置,状态开关SQ3 动作,右旋动作结束,机械手开始下降。
(9) 机械手下降到下限位置,状态开关SQ5 动作,机械手松开,放下工件。
(10) 机械手放下工件后,经过适当延时,一个工作循环过程完毕。
3、PLC输入/输出地址分配表
根据气动机械手的控制要求,确定PLC 的输入、输出地址分配表如表1。
表1 PLC 的输入、输出地址分配表
| 器件代号 | 地址 | 功能说明 |
| SQ1 | %I0.2 | 夹紧动作限位行程开关 |
| SQ2 | %I0.3 | 左旋动作限位行程开关 |
| SQ3 | %I0.4 | 右旋动作限位行程开关 |
| SQ4 | %I0.5 | 上升限位行程开关 |
| SQ5 | %I0.6 | 下降限位行程开关 |
| S | %I0.7 | 物品检测开关 |
| SB0 | %I0.0 | 启动按钮 |
| SB1 | %I0.1 | 停止按钮 |
| KM1 | %Q0.0 | 传送带A电机线圈 |
| YV1 | %Q0.1 | 驱动手臂左旋 |
| YV2 | %Q0.2 | 驱动手臂右旋 |
| YV3 | %Q0.3 | 驱动手臂上升 |
| YV4 | %Q0.4 | 驱动手臂下降 |
| YV5 | %Q0.5 | 驱动手臂夹紧动作 |
| YV6 | %Q0.6 | 驱动机械手放动作 |
气动机械手PLC 的I/O 电气接口如图2。SQ1 ~SQ5 行程开关、开关S 和按钮SB0~SB1 分别接PLC 的%I0.2~%I0.6、%I0.7、%I0.0~%I0.1输入,输出%Q0.0~%Q0.6 分别接传送带A 的电机线圈和电磁阀的YV1~YV6。
图2 气动机械手PLC 的I/O 电气接口图
在气动控制回路使用时,要求:
(1) 先将气泵启动,待压力到整定值后,分别在气阀的两头加上24V 电压,应保证上、下气缸、机械手爪气缸及回转气缸正确动作。
(2) 各部分没有问题,接口电路图连接正确。
5、软件实现
机械手的动作过程是顺序动作,每一步工艺均是在前一步动作完成的基础上,再进行下一步的操作,所以控制程序采用了移位指令方法编程,控制机械手的PLC 梯形图如图3。
图3 控制机械手的PLC 梯形图
该系统方便地实现了气动机械手的自动控制,提高了生产的自动化程度和速度,减轻了工人的劳动强度,节约了人力资源,具有很强的实用性。
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答气动机械手与PLC综合实训装置,液压实验台相关疑问!
我们可以帮您推荐符合您要求的气动机械手与PLC综合实训装置,液压实验台相关产品!
