 返回首页
返回首页 在线订单
在线订单 联系我们
联系我们

机械装调技术综合实训台设计与运行
发布时间:2017-09-22 点击次数:次
钳工综合实训台(见图1),是一种培养学生识读与绘制装配图和零件图、钳工基本操作、零部件和机构装配工艺与调整、装配质量检验等技能的实训工作台,目的在于通过综合训练提高学生在机械制造企业及相关行业一线工艺装配与实施、机电设备安装调试和维护修理、机械加工质量分析与控制、基层生产管理等岗位的就业能力。

图1 综合实训台
1、钳工综合实训台及机械系统运行工作原理
钳工综合实训台包括机械装调区域、钳工装调区域、电源控制箱、吊柜、抽屉、万向轮等。机械系统的单元结构组成及工作原理如图2所示。

图2 机械系统运行图
接通电源后,交流减速电机启动至正常运行。由同步带传动将运动传至多级变速箱,可实现双轴三级变速和正反转功能。随后可同时实现运动的三种传动路线,即经链传动、齿轮传动、蜗轮蜗杆传动及四槽槽轮机构分度后,实现间歇回转功能;经圆柱齿轮实现二维工作台下层纵向往返运行,工作台面装有行程开关,实现限位保护功能;(上层手动控制二维工作台横向往复)经链传动圆锥齿轮传动、减速器和同步带传动后至自动冲床与间歇回转工作台配合,实现压料功能模拟。机械系统运行流程见图3。
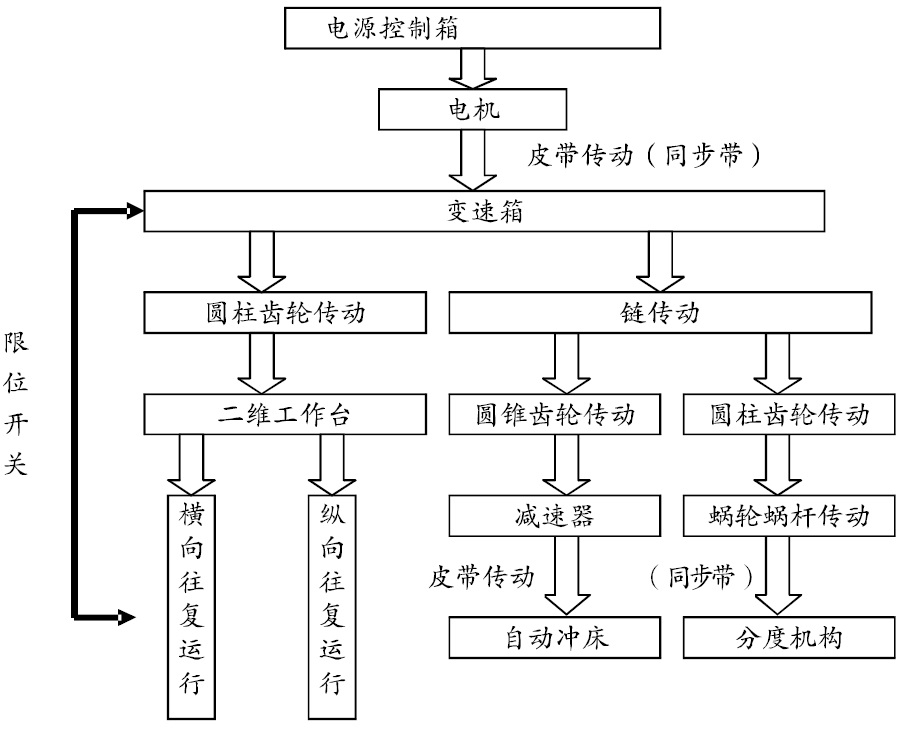
图3 机械系统运行流程图
2、机械系统运行与调整各单元装配技术要求
(1)机械系统各单元装配要求。
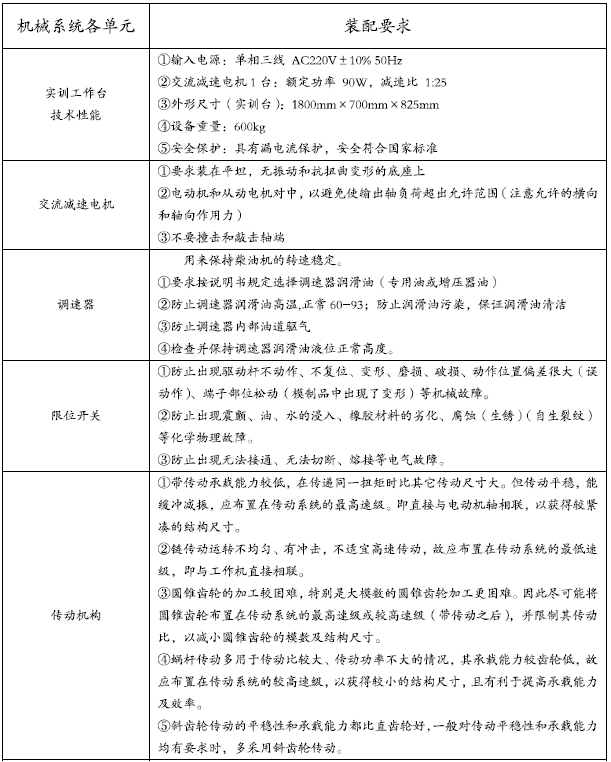
(2)机械系统各单元联合调试要求。设备及其润滑、机械传动和电气及控制等系统,均应单独调试检查并符合要求;联合调试应按要求进行,不宜用模拟方法代替;联合调试应由部件开始至组件、至单机、直至整机,按说明书和生产操作程序进行,并应符合下列要求:
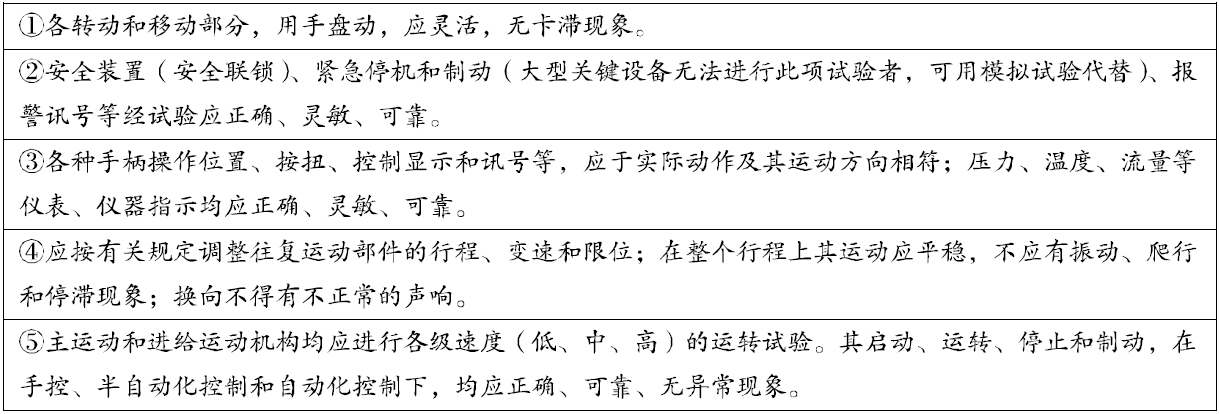
(3)设备空负荷试验运转应符合要求。应按规定机械与各系统联合调试合格后,方可进行空负荷试运转;应按说明书及有关规定的空负荷试验的工作规范和操作程序,试验各运动机构的启动,不得频繁启动,启动时间间隔应按有关规定执行;变速、换向、停机、制动和安全连锁等动作,均应正确、灵敏、可靠。其中连续运转时间和断续运转时间无规定时,应按各类设备安装验收规范的规定执行。空负荷试运转中,应进行下列各项检查,并应作实测记录:
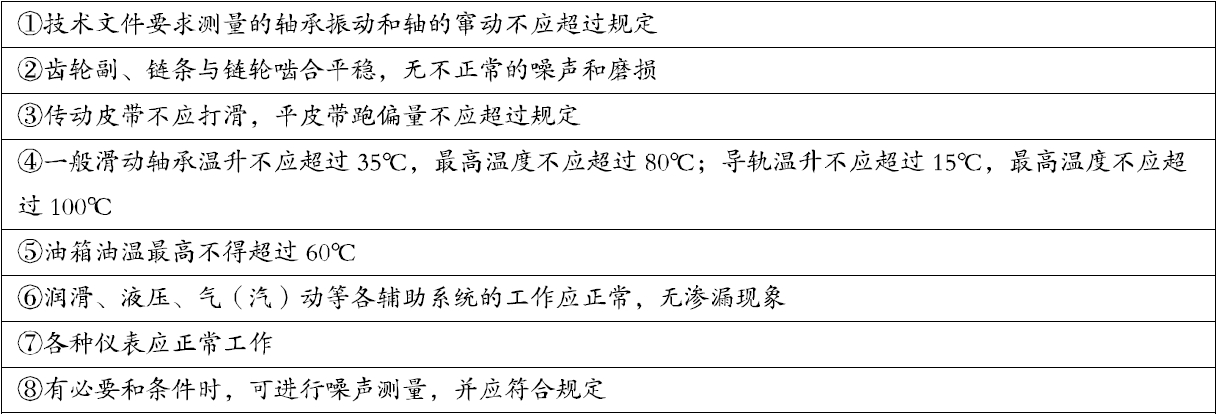
空负荷试运转结束后,应立即切断电源和其它动力来源;进行必要的防锈涂油;对蓄能器和设备内有余压的部分进行卸压;按各类设备安装规范的规定,对设备几何精度进行必要的复查;紧固部分进行复紧;设备空负荷试运转后,对润滑剂的清洁度进行检查,清洗过滤器;需要时更换新油;拆除调试中临时的装置;装好试运转中临时拆卸的部件或附属装置;清理现场及整理试运转的各项记录。
3、系统各单元运行与调试
3.1 机械部分运行与调试
完成机械传动部件的安装与调整,检查同步带、链条是否安装正确,并确认在手动状态下能够运行,各个部件运转正常,并且将二维工作台运行到中间位置。
3.2 电气控制部分运行与调试
(1)电源控制箱(如图4所示)。检查面板上“2A”保险丝是否安装好,保险丝座内的保险丝是否和面板上标注的规格相同,不同则更换保险丝,用万用表(自备)测量保险丝是否完好,检查完毕后装好保险丝,旋紧保险丝帽。
用带三芯蓝插头的电源线接通控制屏的电源( 单相三线AC220V±10%50Hz),将带三芯开尔文插头的限位开关连接线接入“限位开关接口”上,旋紧连接螺母,保证连接可靠,并且将带五芯开尔文插头的电机电源线接入“电机接口”上,旋紧连接螺母,保证连接可靠。打开“电源总开关”,此时“电源指示”红灯亮,并且“调速器”的“power”指示灯也同时点亮,此时通电完毕。经确认后方可继续进行。
(2)电源控制接口(如图5所示)。主要分为限位开关接口、电源接口、电机接口。
注意:在连接上述三个接线插头时,请注意插头的小缺口方向要与插座凸出部分对应。
确认后,将“调速器”的小黑开关打在“RUN”的状态,顺时针旋转调速旋钮,电机转速逐渐增加,调到一定转速时,观察机械系统运行情况。
(3)电源操作及注意事项。①接通装置的单相三线工作电源,将交流电机和限位开关分别与实训装置引出的电机接口和限位开关接口相连接。②打开电源总开关,将调速器上的调速旋钮逆时针旋转到底,然后把调速器上的开关切换到“RUN”,顺时针旋转调速旋钮,电机开始运行。③关闭电机电源时,首先将调速器上的调速旋钮逆时针旋转到底,电机停止运行, 然后把调速器上的开关切换到“STOP”,最后关闭电源总开关。④二维工作台运动时碰到限位开关停止后,必须先通过变速箱改变二维工作台运动方向,然后按下面板上“复位”按钮,当二维工作台离开限位开关后,松开“复位”按钮。禁止没有改变二维工作台运动方向就按下面板上“复位”按钮。
电气系统接入并通电完毕后,要求对机械系统运行进行相关调整。
3.3 机械系统的调整
(1)电机转速的调整。通过调节电源控制箱上的“调速器”,顺时针旋转,转速增加,逆时针旋转,转速降低,可根据需求调节电机的输出转速。
(2)变速箱输出轴的转速调整(如图6所示)。
变速箱输出轴一的转速调整分别为(从左至右)中速、低速、高速,即当拨动滑块一的滑移齿轮组分别和输入轴的齿轮啮合时。
变速箱输出轴二的转速调整分别为(从左至右)中速横向移动(右行)、向左方横向移动、低速横向移动(右行)、高速横向移动(右行),即当拨动滑块二的滑移齿轮组分别和输入轴的齿轮啮合时。
4、注意事项
(1)装配前,零件用煤油或柴油清洗。
(2)整机装配好后应转动平稳轻巧,不允许有卡阻爬行现象。
(3)装配过程不要划伤工件表面,整体完好。
(4)再整机装配好后部件及零件应做防锈处理。
5、小结
钳工综合装调实训装置机械系统运行与调整的最终目的是:①实现间歇回转功能的装调;完成蜗轮蜗杆、四槽槽轮、轴承等的装配与调整实训。②实现二维工作台纵向往返运行;实现限位保护功能;实现手动控制二维工作台横向往复调节;完成直线导轨、滚珠丝杆、二维工作台的装配工艺及精度检测实训。③实现压料功能模拟。完成冲床机构的装配工艺实训,从而培养学生根据机械系统运行的技术要求,确定装配工艺顺序的能力和对故障的判断、分析及处理的能力。
友情提示:
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答机械装配技能综合实训平台,机械装调技术综合实训装置相关疑问!
我们可以帮您推荐符合您要求的机械装配技能综合实训平台,机械装调技术综合实训装置相关产品!
图1 综合实训台
1、钳工综合实训台及机械系统运行工作原理
钳工综合实训台包括机械装调区域、钳工装调区域、电源控制箱、吊柜、抽屉、万向轮等。机械系统的单元结构组成及工作原理如图2所示。
图2 机械系统运行图
接通电源后,交流减速电机启动至正常运行。由同步带传动将运动传至多级变速箱,可实现双轴三级变速和正反转功能。随后可同时实现运动的三种传动路线,即经链传动、齿轮传动、蜗轮蜗杆传动及四槽槽轮机构分度后,实现间歇回转功能;经圆柱齿轮实现二维工作台下层纵向往返运行,工作台面装有行程开关,实现限位保护功能;(上层手动控制二维工作台横向往复)经链传动圆锥齿轮传动、减速器和同步带传动后至自动冲床与间歇回转工作台配合,实现压料功能模拟。机械系统运行流程见图3。
图3 机械系统运行流程图
2、机械系统运行与调整各单元装配技术要求
(1)机械系统各单元装配要求。
(2)机械系统各单元联合调试要求。设备及其润滑、机械传动和电气及控制等系统,均应单独调试检查并符合要求;联合调试应按要求进行,不宜用模拟方法代替;联合调试应由部件开始至组件、至单机、直至整机,按说明书和生产操作程序进行,并应符合下列要求:
(3)设备空负荷试验运转应符合要求。应按规定机械与各系统联合调试合格后,方可进行空负荷试运转;应按说明书及有关规定的空负荷试验的工作规范和操作程序,试验各运动机构的启动,不得频繁启动,启动时间间隔应按有关规定执行;变速、换向、停机、制动和安全连锁等动作,均应正确、灵敏、可靠。其中连续运转时间和断续运转时间无规定时,应按各类设备安装验收规范的规定执行。空负荷试运转中,应进行下列各项检查,并应作实测记录:
空负荷试运转结束后,应立即切断电源和其它动力来源;进行必要的防锈涂油;对蓄能器和设备内有余压的部分进行卸压;按各类设备安装规范的规定,对设备几何精度进行必要的复查;紧固部分进行复紧;设备空负荷试运转后,对润滑剂的清洁度进行检查,清洗过滤器;需要时更换新油;拆除调试中临时的装置;装好试运转中临时拆卸的部件或附属装置;清理现场及整理试运转的各项记录。
3、系统各单元运行与调试
3.1 机械部分运行与调试
完成机械传动部件的安装与调整,检查同步带、链条是否安装正确,并确认在手动状态下能够运行,各个部件运转正常,并且将二维工作台运行到中间位置。
3.2 电气控制部分运行与调试
(1)电源控制箱(如图4所示)。检查面板上“2A”保险丝是否安装好,保险丝座内的保险丝是否和面板上标注的规格相同,不同则更换保险丝,用万用表(自备)测量保险丝是否完好,检查完毕后装好保险丝,旋紧保险丝帽。
用带三芯蓝插头的电源线接通控制屏的电源( 单相三线AC220V±10%50Hz),将带三芯开尔文插头的限位开关连接线接入“限位开关接口”上,旋紧连接螺母,保证连接可靠,并且将带五芯开尔文插头的电机电源线接入“电机接口”上,旋紧连接螺母,保证连接可靠。打开“电源总开关”,此时“电源指示”红灯亮,并且“调速器”的“power”指示灯也同时点亮,此时通电完毕。经确认后方可继续进行。
(2)电源控制接口(如图5所示)。主要分为限位开关接口、电源接口、电机接口。
注意:在连接上述三个接线插头时,请注意插头的小缺口方向要与插座凸出部分对应。
确认后,将“调速器”的小黑开关打在“RUN”的状态,顺时针旋转调速旋钮,电机转速逐渐增加,调到一定转速时,观察机械系统运行情况。
(3)电源操作及注意事项。①接通装置的单相三线工作电源,将交流电机和限位开关分别与实训装置引出的电机接口和限位开关接口相连接。②打开电源总开关,将调速器上的调速旋钮逆时针旋转到底,然后把调速器上的开关切换到“RUN”,顺时针旋转调速旋钮,电机开始运行。③关闭电机电源时,首先将调速器上的调速旋钮逆时针旋转到底,电机停止运行, 然后把调速器上的开关切换到“STOP”,最后关闭电源总开关。④二维工作台运动时碰到限位开关停止后,必须先通过变速箱改变二维工作台运动方向,然后按下面板上“复位”按钮,当二维工作台离开限位开关后,松开“复位”按钮。禁止没有改变二维工作台运动方向就按下面板上“复位”按钮。
电气系统接入并通电完毕后,要求对机械系统运行进行相关调整。
3.3 机械系统的调整
(1)电机转速的调整。通过调节电源控制箱上的“调速器”,顺时针旋转,转速增加,逆时针旋转,转速降低,可根据需求调节电机的输出转速。
(2)变速箱输出轴的转速调整(如图6所示)。
变速箱输出轴一的转速调整分别为(从左至右)中速、低速、高速,即当拨动滑块一的滑移齿轮组分别和输入轴的齿轮啮合时。
变速箱输出轴二的转速调整分别为(从左至右)中速横向移动(右行)、向左方横向移动、低速横向移动(右行)、高速横向移动(右行),即当拨动滑块二的滑移齿轮组分别和输入轴的齿轮啮合时。
4、注意事项
(1)装配前,零件用煤油或柴油清洗。
(2)整机装配好后应转动平稳轻巧,不允许有卡阻爬行现象。
(3)装配过程不要划伤工件表面,整体完好。
(4)再整机装配好后部件及零件应做防锈处理。
5、小结
钳工综合装调实训装置机械系统运行与调整的最终目的是:①实现间歇回转功能的装调;完成蜗轮蜗杆、四槽槽轮、轴承等的装配与调整实训。②实现二维工作台纵向往返运行;实现限位保护功能;实现手动控制二维工作台横向往复调节;完成直线导轨、滚珠丝杆、二维工作台的装配工艺及精度检测实训。③实现压料功能模拟。完成冲床机构的装配工艺实训,从而培养学生根据机械系统运行的技术要求,确定装配工艺顺序的能力和对故障的判断、分析及处理的能力。
您只要致电:021-60641703 021-60766769 (0)15216837090(张经理)
我们可以解答机械装配技能综合实训平台,机械装调技术综合实训装置相关疑问!
我们可以帮您推荐符合您要求的机械装配技能综合实训平台,机械装调技术综合实训装置相关产品!
