 返回首页
返回首页 在线订单
在线订单 联系我们
联系我们

加工中心刀具库选择控制实验--PLC可编程控制器
发布时间:2017-06-15 点击次数:次
一、实验目的
1、掌握PLC控制的基本原理。
2、掌握加工中心刀具库选择控制原理及程序设计。
二、实验器材
三、实验原理与实验步骤
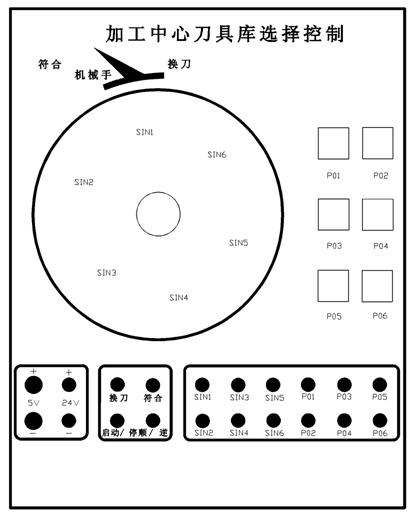
1、加工中心刀具库选择控制演示板结构如图所示。
2、控制要求:
(1)按下刀具选择按钮,控制开始,PLC记录当前刀号A,等待请求。
(2)按请求信号,PLC记录请求刀号B。
(3)刀具盘按照离请求刀具号最近的方向转动,到位符合后,显示符合指示。
(4)机械手开始换刀,显示换刀指示闪烁。5S后结束。
(5)记录当前刀号等待请求。换刀过程中,其它请求信号均视为无效。
3、实验步骤:
(1)打开PLC-2型实验台电源,编程器与PLC连接。
(2)根据具体情况编制输入程序,并检查是否正确。
(3)实验台与PLC-DOME005连接,检查连线是否正确。
(4)按下刀具选择按钮,观察运行结果。
四、设计程序清单
1、I/O地址分配清单:
2、程序
(1)指令表
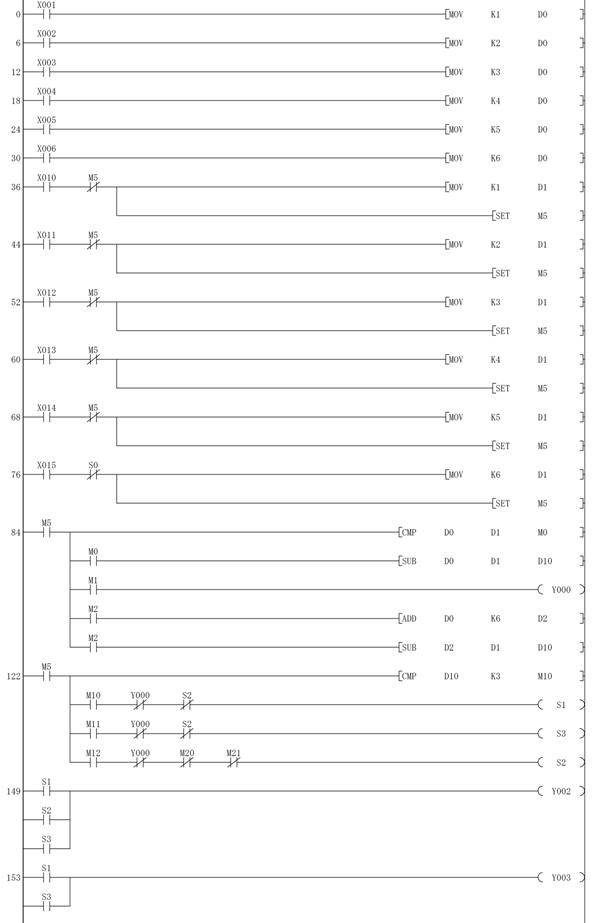
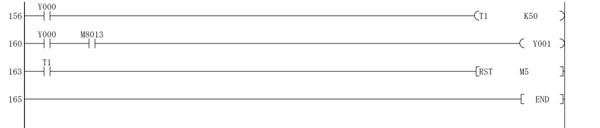
(2)梯形图
接线图
※FX系列的输出继电器的公共端:FX2N-32MR为COM0~COM4;FX2N-48MR为COM0~COM5;FX1N-60MR为COM0~COM7
3、电机控制:
1、掌握PLC控制的基本原理。
2、掌握加工中心刀具库选择控制原理及程序设计。
二、实验器材
| 1、PLC-2型可编程控制器实验台 | 1台 |
| 2、加工中心刀具库选择控制演示板 | 1块 |
| 3、PC机或手持编程器 | 1台 |
| 4、编程电缆 | 1根 |
| 5、自锁式连接导线 | 若干 |
三、实验原理与实验步骤
1、加工中心刀具库选择控制演示板结构如图所示。
2、控制要求:
(1)按下刀具选择按钮,控制开始,PLC记录当前刀号A,等待请求。
(2)按请求信号,PLC记录请求刀号B。
(3)刀具盘按照离请求刀具号最近的方向转动,到位符合后,显示符合指示。
(4)机械手开始换刀,显示换刀指示闪烁。5S后结束。
(5)记录当前刀号等待请求。换刀过程中,其它请求信号均视为无效。
3、实验步骤:
(1)打开PLC-2型实验台电源,编程器与PLC连接。
(2)根据具体情况编制输入程序,并检查是否正确。
(3)实验台与PLC-DOME005连接,检查连线是否正确。
(4)按下刀具选择按钮,观察运行结果。
四、设计程序清单
1、I/O地址分配清单:
| 输入地址: | ||||
| SIN1 | X1 | SIN2 | X2 | |
| SIN3 | X3 | SIN4 | X4 | |
| PO1 | X10 | PO2 | X11 | |
| PO3 | X12 | PO4 | X13 | |
| PO5 | X14 | PO6 | X15 | |
| 输出地址: | 符合 | Y0 | 换刀 | Y1 |
| 启动 | Y2 | 顺/逆 | Y3 |
(1)指令表
|
0 LD X001 1 MOV K1 D0 6 LD X002 7 MOV K2 D0 12 LD X003 13 MOV K3 D0 18 LD X004 19 MOV K4 D0 24 LD X005 25 MOV K5 D0 30 LD X006 31 MOV K6 D0 36 LD X010 37 ANI M5 38 MOV K1 D1 43 SET M5 44 LD X011 45 ANI M5 46 MOV K2 D1 51 SET M5 52 LD X012 53 ANI M5 |
54 MOV K3 D1 59 SET M5 60 LD X013 61 ANI M5 62 MOV K4 D1 67 SET M5 68 LD X014 69 ANI M5 70 MOV K5 D1 75 SET M5 76 LD X015 77 ANI S0 78 MOV K6 D1 83 SET M5 84 LD M5 85 CMP D0 D1 M0 92 MPS 93 AND M0 94 SUB D0 D1 D10 101 MRD 102 AND M1 103 OUT Y000 |
104 MRD 105 AND M2 106 ADD D0 K6 D2 113 MPP 114 AND M2 115 SUB D2 D1 D10 122 LD M5 123 CMP D10 K3 M10 130 MPS 131 AND M10 132 ANI Y000 133 ANI S2 134 OUT S1 136 MRD 137 AND M11 138 ANI Y000 139 ANI S2 140 OUT S3 142 MPP 143 AND M12 144 ANI Y000 145 ANI M20 |
146 ANI M21 147 OUT S2 149 LD S1 150 OR S2 151 OR S3 152 OUT Y002 153 LD S1 154 OR S3 155 OUT Y003 156 LD Y000 160 LD Y000 161 AND M8013 162 OUT Y001 163 LD T1 164 RST M5 165 END |
接线图
| SIN1 | X1 |
可 编 程 控 制 器 实 验 台 |
Y0 | 符合 | |
| SIN2 | X2 | Y1 | 换刀 | ||
| SIN3 | X3 | Y2 | 启动 | ||
| SIN4 | X4 | Y3 | 顺/逆 | ||
| SIN5 | X5 | ||||
| SIN6 | X6 | ||||
| PO1 | X10 | ||||
| PO2 | X11 | ||||
| PO3 | X12 | ||||
| PO4 | X13 | ||||
| PO5 | X14 | ||||
| PO6 | X15 | ||||
| COM0-COM5 | |||||
※FX系列的输出继电器的公共端:FX2N-32MR为COM0~COM4;FX2N-48MR为COM0~COM5;FX1N-60MR为COM0~COM7
3、电机控制:
| Y2(启动) | Y3(顺/逆) | 刀具盘 |
| 1 | 0 | 顺 |
| 1 | 1 | 逆 |
| 0 | 0 | 停止 |
| 0 | 1 | 停止 |
